Expansion Joint Replacement Ensures Station Operability
By Benjamin P. Youman, Sargent & Lundy Engineers and Peter F. Scardigno, Commonwealth Edison Co.
Condenser Extraction Steam Line Expansion Joint (Bellows Assembly) Degradation is an Unanticipated
roadblock many older stations must pass to ensure their ability to operate reliably and cost effectively. The uncertainty of bellows assembly integrity is unexpectedly developing into a major concern for many utilities facing the upcoming challenges of utility deregulation.
The Dresden Nuclear Station recently accomplished a major industry milestone by completing the first phase of a two-part effort to replace its Unit 2 extraction steam bellows assemblies during a 41-day refueling outage. This first phase consisted of a large-scale replacement of 24 vertical bellows assemblies.
Industry Problems
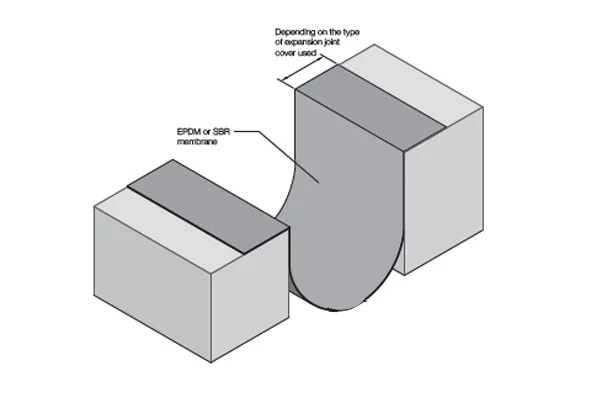
Bellows assemblies are placed within extraction steam lines to absorb the differential movement (driven primarily by thermal growth) between the turbine lower casing and the condenser shell (Figure 1). These expansion joints minimize excessive stresses in the extraction steam piping by transferring the stresses through the condenser penetration points and lower turbine casing. However, expansion joint manufacturers typically forecast a 15- to 20-year operational life for their bellows assemblies. When bellows assemblies are in service longer than this, there is a strong possibility of failure.
The actual mechanism of bellows failures is unpredictable at best, and untimely with respect to plant operation. Typical bellows failure modes can be divided into three basic categories: flow-accelerated corrosion (FAC); fatigue failures; and/or vibrational/resonant failures. The initiating events for extraction steam bellows failures are given below–with one or some combination leading to a bellows failure.
-Exhaust steam causes the external cover to vibrate or resonate until it fails or is blown away.
-High velocity extraction steam causes the internal liner to vibrate or resonate until it fails or erodes away.
-High steam flow rates and proximity to rotating equipment cause the extraction steam piping to vibrate, leading to bellows fatigue failure.
-Chloride or hydrogen stress corrosion cracking contributes to bellows failure.
-FAC of bellows assemblies components leads to likelihood of bellows failure.
Nuclear Issue
Although a bellows failure is a serious incident to plant operation, it by no means affects the safe shutdown of a nuclear plant, and therefore is of no relevance to nuclear safety-related operation. However, a bellows failure remains serious for plants striving to achieve greater plant generating efficiency and higher capacity factors.
Although extraction steam bellows failures are of importance to fossil plants, the problem is significantly larger for nuclear utilities, given the hurdles and limitations of working in a highly regulated environment. Regardless, the risks to power generating efficiency, the downtime required for repair and the associated lost revenue warrant the attention of both nuclear and fossil stations.
In the nuclear industry, extraction steam expansion joint problems have ranged from minor FAC degradation to major and sudden bellows assemblies failures. A major bellows failure consists of one or more extraction joints failing in an explosive out-rush of expansion joint material (shrapnel) and extraction steam. This explosive failure would likely destroy adjacent expansion joints, compounding the effect with the possibility of damaging the internal condenser structure and other process lines. Worse yet, in extraction steam line systems installed in a free-hung configuration (no engineered hangers for the extraction lines), failure of a bellows and the assemblies` supporting tie rods would lead to a guillotine break in the extraction line. The unsupported line would fall, with the likelihood of destroying additional extraction lines, damaging internal condenser components and/or rupturing the condenser tube sheets. This catastrophic failure mechanism, while not very likely, would lead to a lengthy forced outage.
Utilities are addressing their extraction steam bellows assemblies via three basic strategies:
1. -replacement as needed,
2. -grouped replacements or
3. -complete replacements.
Repair and replacement solutions have varied extensively from plant to plant.
Dresden Expansion Joint
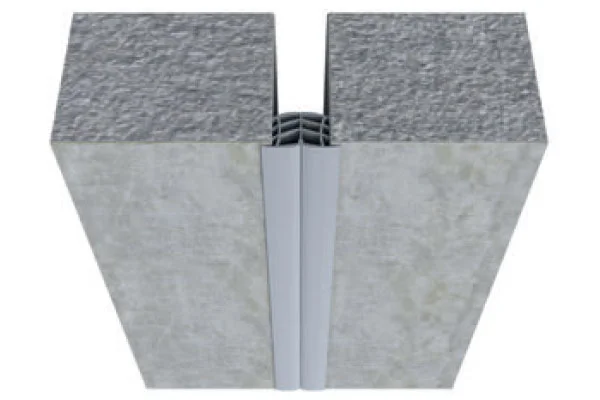
Over the past 5 years, Dresden has been combating the degradation of its extraction steam expansion joints. Severe through-wall FAC had been observed over much of the carbon steel spool pieces of the bellows assemblies. Note that typical extraction steam bellows assemblies are constructed of metallic spool sections welded to convoluted (bellows spool) sections (Figure 2). For Dresden`s bellows configuration, carbon steel spool pieces are welded to Inconel convoluted sections forming the bellows assembly. This FAC dilemma was addressed by patching and banding the through-wall erosion on the carbon steel spool pieces.
However, Dresden`s patching repairs, which corrected the obvious FAC degradation, never addressed the other bellows assembly failure modes of liner/deflector degradation or the mechanisms of fatigue failures.
Dresden`s bellows assemblies were manufactured by Pathway Bellows Inc. and have been in service since plant start-up in 1971. Pathway, with over 50 years` experience in expansion joint fabrication, confirmed that the typical life expectancy of their expansion joints was 15 to 20 years. At more than 27 years of operation, it was no longer a question if a failure would occur, but when it would occur.
Therefore, Dresden, having a total of 45 expansion joints per unit, had a significant challenge in addressing its bellows degradation during a short refueling outage. The bellows assemblies vary in diameter from 12 in. with an extraction steam pressure of 137.7 psia and 400 F to 30 in. at 7.08 psia and 180 F. In any case, dealing with Dresden`s bellows issue was an immense undertaking.
Dresden`s extraction steam configuration consists of 24 vertical expansion joints and 21 horizontal expansion joints, divided equally in three separate condenser bays (one bay for each LP turbine).
Solution
In order to alleviate the concern over extraction steam bellows degradation and the possibility of a catastrophic failure, Dresden engineers sought a solution that would eliminate their bellows uncertainty. As a result, a Bellows Management Team, consisting of ComEd and Sargent & Lundy personnel, was assembled and tasked with developing a strategy to respond to the problems associated with Dresden`s bellows assemblies. By researching industry experiences and the station`s own past successes and failures, the team decided that a large-scale “like-for-like” engineered replacement was the best way to assure success. Therefore, Pathway Bellows Inc. was awarded a contract to supply replacement bellows to the exact specifications of the original.
The Dresden Bellows Management Team asked GE Power Systems to provide a nuclear outage expansion joint services team. GE was selected to manage this first-of-a-kind replacement effort due to their experience in conducting outage related service activities at Dresden, and the overlap between GE`s contracted turbine activities and the bellows replacement activity. GE, through the suggestion of the Bellows Management Team, sub-contracted Pathway On-Site Services to assure that the bellows assemblies would be installed correctly and that any unforeseen problems–from piping spring to fit-up concerns–would be addressed properly. In any case, this multi-faceted team consisting of ComEd, Sargent & Lundy, GE Power Systems and Pathway Bellows Inc., was developed to utilize the most experienced vendors and managers.
Installation
The Bellows Management Team removed two major obstacles that historically had impacted timely replacement of bellows assemblies. The first obstacle was the ASME B31.1 Code requiring postweld heat treatment for Chrome-Moly steel (which is the material composition of the extraction line above and below Dresden`s carbon steel bellows assemblies). The second challenge was the logistics involved in removing and installing the large bellows assemblies through Dresden`s LP-turbine pipeway, moving them inside the condenser, and hoisting them up 30 feet for installation.
In addressing the postweld heat treatment requirements, the Bellows Management Team, in collaboration with ComEd`s System Materials Analysis Department, conducted a series of tests to determine the feasibility of welding the 114 percent Cr and 12 percent Mo alloy pipe without applying postweld heat treatment as mandated in the ASME B31.1 Code. The testing concluded that when a 250 F preheat was applied, the ASTM A335 Grade P11 alloy steel pipe with a 38 in. wall thickness could be successfully welded without postweld heat treatment. This exemption from the mandatory ASME B31.1 postweld heat treatment was applied to all three extraction steam pipe diameters (30, 24 and 12 in.). This reduced the replacement costs significantly by eliminating the man-hours associated with performing the 1,300 to 1,375 F heat treatments for 24 hours (the time includes the associated limitations and restrictions in overall temperature gradient drop during postweld heat treatment). ComEd has submitted this code case to ASME B31.1 to support the elimination of the pipe diameter limitation on post weld heat treatment exemption, which could have a dramatic impact throughout the industry.
The Bellows Management Team also determined that the spacing that existed between Dresden`s LP rotor and turbine casing allowed the bellows assemblies, ranging in weight from 400 to 1,400 lbs and from 3 to 5 feet in length, to be lowered into place easily. This eliminated the extensive rigging required to move the new bellows through the maze of Dresden`s turbine pipeway and up 30 feet to their installed location. This process expedited installation without impacting the refueling outage schedule.
Over 100 craft personnel, consisting of boilermakers, pipefitters, scaffolders and laborers, were brought in to work 24 hours a day, 7 days a week. The work was performed in parallel paths, with the workforce split between Dresden`s three condenser bays. Actually, the project consisted of no more than large scale component piping replacement activities, except the work had to be executed flawlessly. In fact, just scaffolding in the turbine pipeway and up to the vertical expansion joint locations in each of Dresden`s three separate condenser bays consisted of over 40,000 lbs of scaffolding covering more than 5,000 ft2. This was erected in only two days.
Project Success
Project preparation and installation of Dresden`s 24 vertical bellows assemblies was completed in 19 days. Removal of the scaffolding, clean-up of the condenser bays, and condenser return to service occurred on the 21st day of the bellows replacement project. As is evident from the workscope, the project was a major undertaking and a resounding success. This was an industry first-of-a-kind effort that has never been performed during a short-term refueling outage.
Dresden`s success resulted from the cumulative efforts of ComEd, Sargent & Lundy, GE Power Systems, and Pathway Bellows Inc. Success was achieved through the Bellows Management Team`s ability to pro-actively develop a unique engineering approach, and to utilize the leading industry engineering and service providers. The “best practices” and “lessons learned” provide Dresden a foundation upon which to build future success in addressing bellows replacement activities for Unit 3, as well as in completing the second phase of replacement for Unit 2. Furthermore, this bellows replacement project establishes a methodology that can be applied by other nuclear plants. p
 Click here to enlarge image |
|
Click here to enlarge image |
Example of FAC on Dresden Bellows Assemblies
|
Click here to enlarge image |
Authors–
Benjamin Youman is a project manager for Sargent & Lundy Engineers. He has both a bachelor`s and a master`s degree in nuclear engineering from the University of Illinois.
Peter Scardigno is a project manager at Commonwealth Edison`s Dresden Station. He is a graduate of the U.S. Naval Academy.